Why Choose a Centrate Pump for Your Fluid Management Needs?
When considering fluid management needs, a Centrate Pump stands out as a leading choice. Industry expert Dr. Emily Turner emphasizes this by stating, “Centrate Pumps offer unmatched efficiency and versatility.” The design of these pumps caters to various applications, ensuring optimal fluid transfer and management.
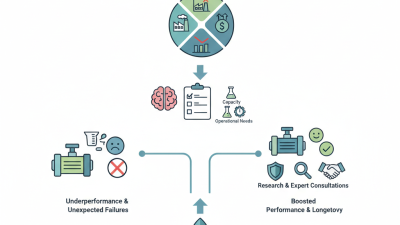
Centrate Pumps excel in performance. They are engineered for precision, minimizing waste and maximizing output. This is critical for industries that rely on precise fluid control. However, not all pumps are suitable for every application. Selecting the right Centrate Pump requires careful consideration of specific requirements. Improper choices can lead to inefficiencies and increased costs.
Potential users must also acknowledge the challenges associated with Centrate Pumps. Maintenance is essential to ensure longevity and performance. Neglect can result in operational issues. This reflection highlights the importance of training and knowledge in optimizing the use of Centrate Pumps. Investing in proper guidance can lead to better operational success.

Understanding Centrate Pumps and Their Functionality
Centrate pumps play a vital role in fluid management. They are designed to handle high viscosity fluids and slurries efficiently. Understanding their functionality helps users decide if they fit their needs.
These pumps work by creating a centrifugal force, which moves the fluid through an outlet. This mechanism allows for smooth transportation of thick materials. They excel in sectors like wastewater treatment and chemical processing. However, they may not be suitable for every application. Users must evaluate their specific requirements carefully.
One downside is their tendency to clog with solid particles. Regular maintenance is crucial to prevent this issue. Users might find themselves frustrated when pumps fail, often due to inadequate cleaning practices. It's essential to reflect on how frequently these pumps are serviced. Efficient functionality relies on a proactive approach to management.
Why Choose a Centrate Pump for Your Fluid Management Needs?
| Feature |
Description |
Benefits |
| Energy Efficiency |
Designed to minimize energy consumption while maintaining performance. |
Reduces operational costs and environmental impact. |
| Durability |
Built with high-quality materials to withstand harsh conditions. |
Long lifespan reduces the need for frequent replacements. |
| Versatile Applications |
Suitable for various fluid management tasks across industries. |
Can adapt to different operational needs and environments. |
| Low Maintenance |
Requires minimal maintenance due to robust design. |
Saves time and costs associated with upkeep. |
| Advanced Technology |
Utilizes innovative technology for efficient performance. |
Increases overall productivity and reliability. |
Key Advantages of Using Centrate Pumps in Fluid Management
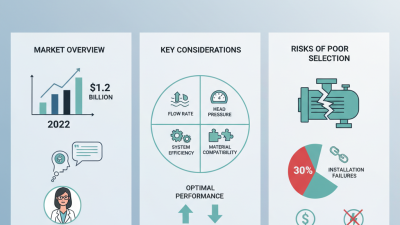
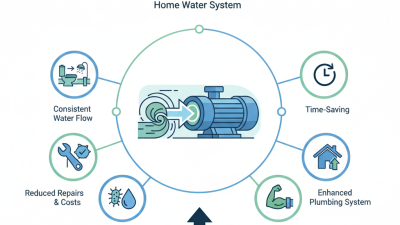
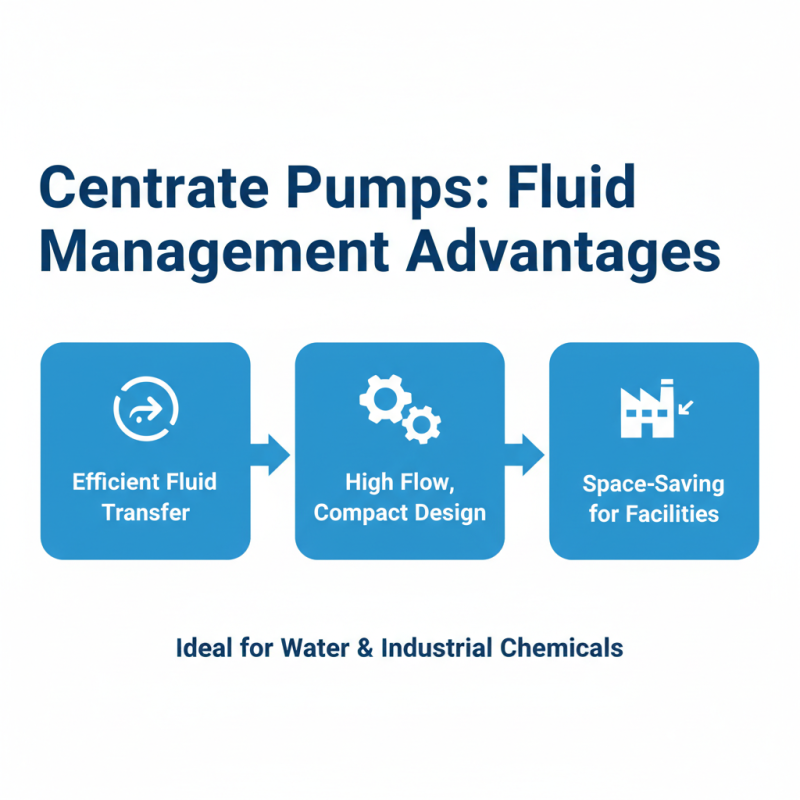
Centrate pumps are becoming a popular choice for fluid management. Their design allows for efficient transfer of various fluids, from water to industrial chemicals. These pumps can handle high flow rates while maintaining a compact footprint. This makes them ideal for facilities with limited space.
One significant advantage is their ability to operate quietly. This is crucial in environments where noise levels need to be controlled. Additionally, they tend to be energy-efficient, which helps reduce operational costs over time. However, the initial investment can be higher compared to other options. Facilities need to weigh the long-term savings against the upfront costs.
Centrate pumps often come with versatile features, such as adjustable flow rates. This flexibility can enhance their usefulness across different applications. Nonetheless, users sometimes struggle with maintenance and troubleshooting. Regular checks are essential to ensure optimal performance. It’s a balance of efficiency versus the workload involved. Choosing the right pump requires careful consideration of these factors.
Applications of Centrate Pumps Across Different Industries
Centrate pumps play a crucial role in various industries. They ensure efficient fluid management. These pumps are particularly beneficial in the food processing sector. They handle different types of liquids without contaminating them. This characteristic is vital for maintaining product quality and safety.
In chemical manufacturing, centrate pumps manage corrosive substances continuously. This application requires reliable equipment that can handle extreme conditions. The durability of these pumps is essential to avoid costly shutdowns. Water treatment facilities also use centrate pumps for sludge transfer. Their efficiency impacts overall plant performance.
However, it’s important to recognize that not all situations are ideal. Issues like blockage or wear can occur. Regular maintenance is necessary for optimal performance. Operators must be vigilant and assess the pump's condition periodically. Adopting a proactive approach can help mitigate these risks. Proper choice and application of centrate pumps enhance efficiency across various sectors.
Applications of Centrate Pumps Across Different Industries
Maintenance Strategies for Ensuring Optimal Centrate Pump Performance
Centrate pumps are essential in fluid management for various industries. To ensure these pumps operate optimally, a well-thought-out maintenance strategy is vital. Regular monitoring can prevent costly downtime. According to industry reports, neglecting regular maintenance can lead to a performance drop of up to 30%.
One key aspect of maintenance is routine inspection. Check for leaks and vibrations weekly. Such simple steps prevent minor issues from escalating into major failures. Additionally, ensure filters are clean. Dirty filters can impede performance and reduce efficiency. In fact, a recent study indicated that a clogged filter could cause an efficiency loss of up to 25%.
Tips: Schedule maintenance during low-demand periods. This minimizes production disruption. Also, train staff to recognize early warning signs, like unusual noises.
Maintaining proper lubrication is crucial. Lack of lubrication can lead to friction and early wear. Data shows that proper lubrication can extend pump life by 40%. However, it's essential to strike a balance; too much lubricant can be just as detrimental. Regularly calibrating lubricants ensures that pumps run smoothly. Remember, every detail matters in prolonging equipment lifespan.